

更多>>行业资讯
更多>>联系我们

地址:河北省邯郸市永年建材市场办公楼
电话:0310-5139366 5134299
传真:0310-5134287
邮箱:jinjiang2000@126.com
网址:www.jjcm.cn

淬火介质曲线的解读和选用原则
淬火介质主要有:惰性气体,淬火油,淬火液,盐浴等。这几种淬火介质冷却能力逐一增强。
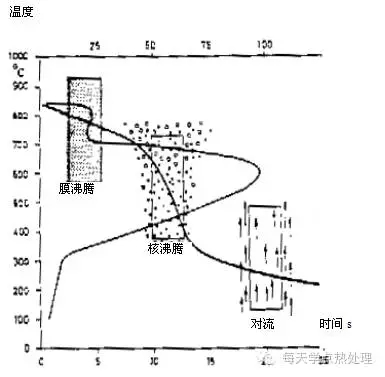
淬火介质的冷却过程分为3个阶段:
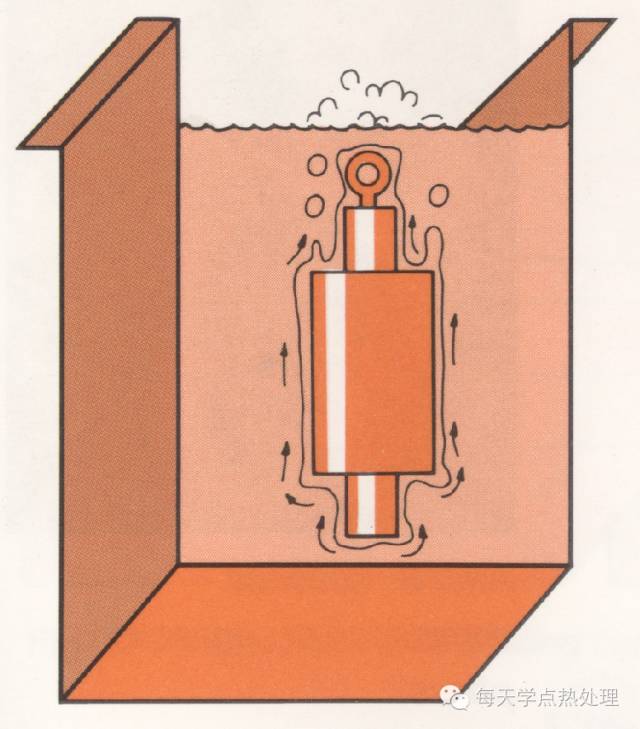
蒸汽膜阶段I;
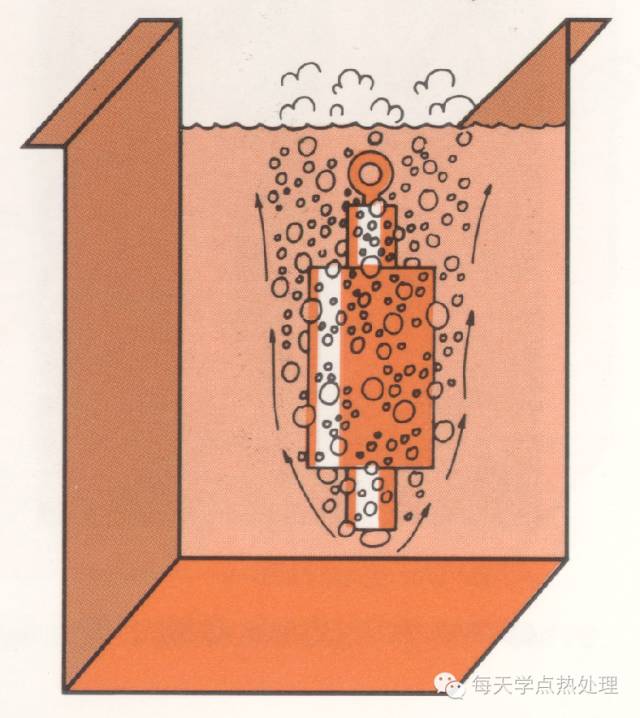
沸腾阶段II;
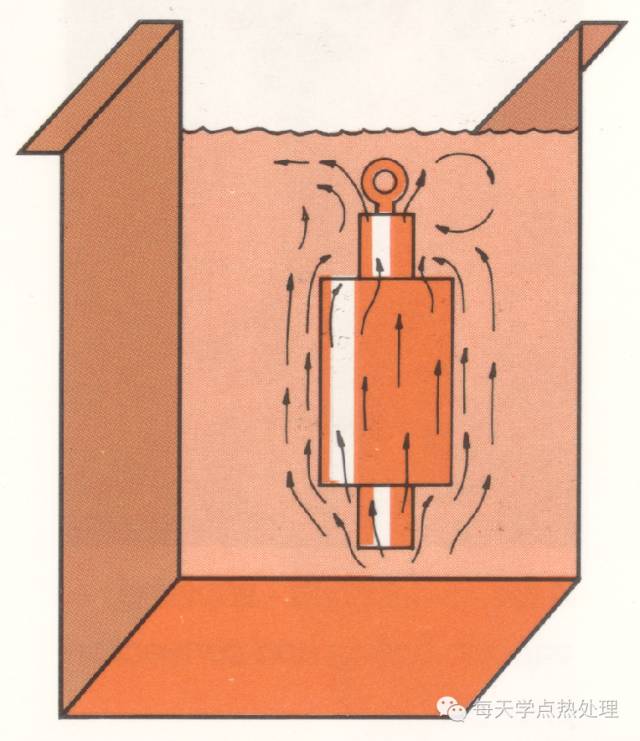
和对流阶段III。
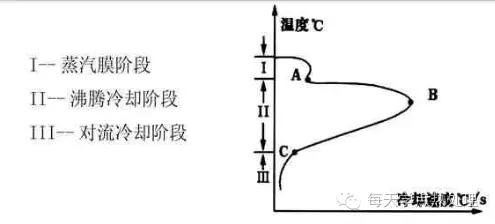
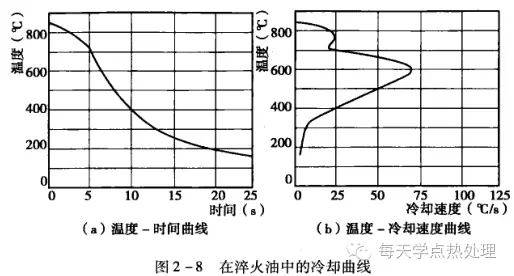
用符合ISO9950标准的ivf冷却特性测试仪测出的冷却特性曲线(如下图)有几个特征值对介质的淬硬能力有重要影响。
第一个是油蒸汽膜冷却阶段向沸腾冷却阶段转变的温度,即图中A点对应的温度,叫做(上)特征温度;
第二个是出现最高冷却速度的温度,即图中B点对应的纵坐标的温度;特性点高,可以顺利躲过c曲线鼻子尖,介子冷却能力就强,但不决定淬透性强。
第三个是最高冷却速度值,即B点对应的横坐标的冷却速度值;
第四个是对流开始温度,即C点对应的温度。
淬火介质的冷却特性评价法:

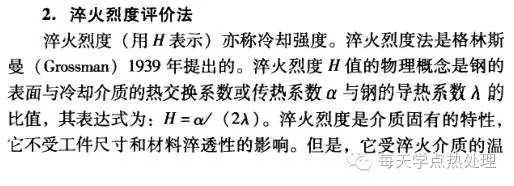
冷却能力和淬硬能力
V值判据
HP判据
HP=99.5+1.94Tcp+10.55V550-3.84Tcp
Deck判据
HP(HRC)=99+0.19V400-0.17Tcp
如何根据冷却特性选用淬火介质
热处理淬火介质,用的首先是它的冷却性能。因此,在确定介质的类别后,我们主张按介质的冷却特性来选择介质的品种。比如,当我们确定应当选用快速淬火油后,具体的品种就应当根据工件特点和热处理要求从油的冷却速度分布上去选。
不管选用何种淬火介质,大致都可以按以下五条原则进行选择。
一看钢的含碳量多少 ── 含碳量低的钢有可能在冷却的高温阶段析出先共析铁素体,其过冷奥氏体最易发生珠光体转变的温度(即所谓"鼻尖"位置的温度)较高,马氏体起点(Ms)也较高。因此,为了使这类钢制的工件充分淬硬,所用的淬火介质应当有较短的蒸汽膜阶段,且其出现最高冷却速度的温度应当较高。相反,对含碳量较高的钢,淬火介质的蒸汽膜阶段可以更长些,出现最高冷却速度的温度也应当低些。
二看钢的淬透性高低——淬透性差的钢要求用冷却速度快的淬火介质,淬透性好的钢则可以用冷却速度慢一些的介质。通常,随着钢的淬透性提高,过冷奥氏体分解转变的“C”曲线会向右下方移动。所以,对淬透性差的钢,选用的淬火介质出现最高冷却速度的温度应当高些;而淬透性好的钢则低些。有些淬透性好的钢过冷奥氏体容易发生贝氏体转变,要避开其贝氏体转变,也要求有足够快的低温冷却速度。
三看工件的有效厚度大小——如果工件的表面一冷到Ms点,就立即大大减慢介质的冷却速度,则工件内部的热量向淬火介质散失的速度也就立即放慢,这必然使工件表面一定深度以内的过冷奥氏体冷不到Ms点就发生非马氏体转变,其结果,淬火后工件只有很薄的马氏体层。由于这样的原因,当工件比较厚大时,为得到足够的淬硬深度,所用淬火介质应当有较快的低温冷却速度。而薄小的工件则可以选用低温冷却速度较慢的淬火介质。
四看工件的形状复杂程度——形状复杂的工件,尤其是有内孔或较深凹面的工件,为减小淬火变形或需要把内孔淬硬时,应当选用蒸汽膜阶段较短的淬火介质。这是因为,内孔或凹面内部散热较其它部位慢。工件的其它部位冷得快先进入沸腾阶段获得快冷,而内孔或凹面内仍被蒸汽膜笼罩,冷得很慢。这种冷却速度上的差异可能引起较大的淬火变形和凹面的硬度低下。解决这类问题的办法是,选用蒸汽膜阶段较短而冷却速度又较快的淬火介质。当然,适当加大内孔与凹面内的介质流动速度,也有同样的效果。相反,形状简单的工件则可以使用蒸汽膜阶段稍长的淬火介质。此外,工件的形状越复杂,冷却时的内应力就越大。据此,形状复杂的工件允许的最高冷却速度较低,而形状简单的工件允许的最高冷却速度则较高。
五看允许的变形大小——从解决变形问题的硬度差异法推知,变形要求小的,淬火冷却中必须有较窄的冷却速度带;而允许的变形较大的,可以有较宽的冷却速度带。允许的冷却速度带宽的,采用能得到其淬火硬度要求的介质,往往就能满足变形要求。允许的冷却速度带特别窄的,必须采用能大幅度缩短工件冷却速度带的淬火方法。在能缩短工件冷却速度带的方法中,最简单和有效的是做等温(或分级)的淬火。等温分级淬火介质应当具备的特性,首先是蒸汽膜阶段短,且液温变化对冷却特性的影响小;其次是较厚大的工件应当选用冷却速度快的淬火介质,而较小的工件则应当选用冷却速度较慢的介质。
生产中要处理的工件多种多样。不同工件对淬火介质冷却特性的要求可能相容,即可以用同一种淬火介质;但也可能不相容,即找不到共同适用的淬火介质。因此,企图寻找“一种理想的淬火介质,能同时适用所有不同工件的不同要求”就如同想寻找一种药物来包治百病一样是不现实的,至少当前是如此。